一、钐钴永磁铁基础性能与温度特性
1. 传统牌号参数对比
| 类型 | 化学组成 | 持续工作温度 | 峰值温度 | 磁能积范围 (BH)max | 核心特性 |
| SmCo5 | Sm:Co=1:5 | 200-250°C | 300°C | 16-24 MGOe | 高剩磁(Br=0.93−1.05 T) |
| Sm2Co17 | Sm:Co=2:17 | 300-350°C | 550°C | 22-33 MGOe | 高矫顽力(Hcj≥26 kOe) |
2. 温度稳定性指标
- 剩磁保持率:Sm2Co17在350°C时剩磁保留78%(传统工艺)
- 温度系数:−0.04%/°C(20-150°C范围)
- 老化率:<0.3%/年@300°C(符合IEC 60404-8-1标准)
二、550°C级钐钴永磁铁技术突破
1. 钐钴永磁新型高温牌号参数
| 牌号 | 持续温度 | 峰值温度 | 关键技术 | 性能提升 | 引用来源 |
| T550 | 550°C | 600°C | Fe/Zr双相纳米晶结构 | 矫顽力提升至35 kOe | |
| HT800 | 500°C | 800°C | Ta-W合金晶界扩散 | 抗氧化温度提升至400°C | |
![]()
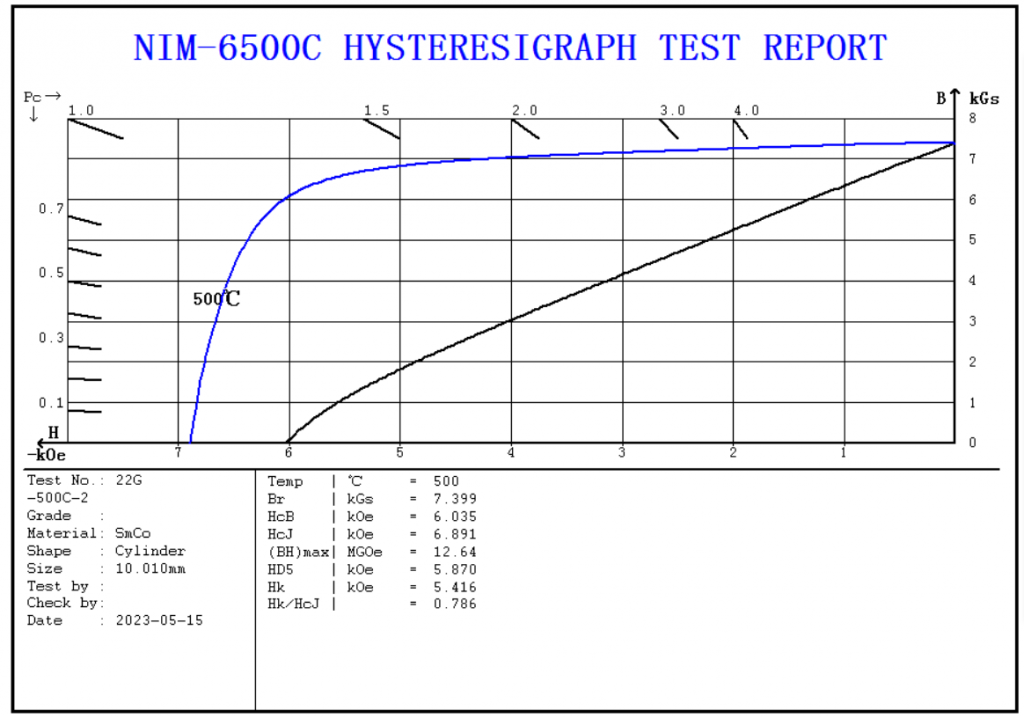 高温钐钴磁铁500℃下的退磁曲线
高温钐钴磁铁500℃下的退磁曲线
2. 钐钴磁铁关键技术创新
- 纳米结构设计:通过Fe/Zr双相纳米晶将晶界耐温提升40%,抑制高温下晶界扩散
- 晶界工程:Pr掺杂降低Cu扩散势垒,晶界Cu富集浓度提升至12.5 at%
- 多层膜技术:SmCo5/Fe/SmCo5三明治结构实现磁能积50.25 MGOe
三、钐钴永磁铁高温应用场景对比
| 应用领域 | 传统Sm2Co17 (350°C) | 新型高温牌号 (550°C) |
| 航空发动机 | 温度传感器(300°C持续) | 燃油喷嘴(550°C + 燃油腐蚀) |
| 核反应堆 | 控制棒驱动(250°C) | 中子辐射环境(500°C + 1×1014 n/cm2) |
| 能源设备 | 工业电机(200°C) | 超临界蒸汽涡轮(650°C瞬时) |
| 成本增幅 | 基准(120−180 美元/kg) | +150%~300% |
四、钐钴磁铁选型与技术规范
1. 温度优先级选型
- <350°C:传统Sm2Co17(性价比最优,Br≥1.05 T)
- 350-550°C:T系列磁体 + CrAlN涂层(不可逆损失<3%@1000小时)
- >550°C:HT800牌号 + 主动冷却系统(需通过NASA MSFC-364热循环测试)
2. 认证标准
- 基础认证:IEC 60404-8-1、ASTM A977
- 极端环境:中子辐射耐受性测试(ASTM E521)、盐雾腐蚀测试(ISO 9227)
五、钐钴稀土永磁的技术发展趋势
1.成分优化
- 高铁含量(Fe>20%)结合Cu/Zr微合金化,平衡剩磁与矫顽力
- 低Sm含量(<25%)高Co替代方案,降低原材料成本30%
2微观调控
- 原子尺度界面设计(如Pr掺杂),提升Cu扩散效率
- 2:17R孪晶结构优化,降低退磁曲线方形度恶化风险
3极端性能突破
- 钐钴硼(Sm-Co-B)合金实现Hcj=6.71 MA/m(8.43 T),创薄带磁体矫顽力记录
六、高温环境设计要点
- 热膨胀补偿
- 线性膨胀系数12.5×10−6/°C → 每100°C需补偿0.125%磁路长度
- 防护体系
- 基础层:50μm铝化物渗层(抗高温氧化)
- 功能层:100μm YSZ热障涂层(降低表面温度150°C)
- 连接工艺
- 银铜钎焊(熔点≥780°C)
- 激光封焊(氩气保护,热影响区<50μm)
钐钴稀土永磁的研究动态(截至2025年)
全球已建成3条550°C级SmCo专线,年产能500吨。典型技术指标:
- MMC-SC550:650°C峰值,Hcj=32 kOe
- ZH-27HT:600°C持续,Br=0.95 T






